Desarrollo de un proyecto de mejora continua e incremento de la productividad (página 2)
Verificar los valores que alcanzan los indicadores de
desempeño seleccionados para evaluar el impacto,
utilizando gráficas de corrida, histogramas y
gráficas de Pareto.
A este nivel, el proceso de mejoramiento ya implementado
comienza a recibir los beneficios de la retroalimentación
de la información, la cual va a generar ajustes y
replanteamientos de las primeras etapas del proceso de
mejoramiento.
2.3.7 Establecimiento de acciones de
garantía El objetivo de este paso es: asegurar el
mantenimiento del nuevo nivel de desempeño alcanzado. Es
este un paso fundamental dentro del proceso al cual hay que
prestarle la debida atención. De él
dependerá la estabilidad en los resultados y la
acumulación de aprendizaje para profundizar el
proceso.
Comprende las siguientes actividades:
En este paso deben quedar asignadas las
responsabilidades de seguimiento permanente y determinarse la
frecuencia y distribución de los reportes de
desempeño. Es necesario diseñar acciones de
garantía contra el retroceso, en los resultados, las
cuales serán útiles para llevar adelante las
acciones de mantenimiento. En términos generales
éstas son:
a) Normalización de procedimientos,
métodos o prácticas operativas.
b) Entrenamiento y desarrollo del personal en las normas
y prácticas implantadas.
c) Incorporación de los nuevos niveles de
desempeño, al proceso de control de gestión de la
unidad.
d) Documentación y difusión de la historia
del proceso de mejoramiento.
Esta última actividad es de gran importancia para
reforzar y reconocer los esfuerzos y logros alcanzados e iniciar
un nuevo ciclo de mejoramiento.
En este paso, es donde se ve con más claridad la
importancia en el uso de las gráficas de control, las
nociones de variación y desviación y de proceso
estable, ya que, para garantizar el desempeño, dichos
conceptos y herramientas son de gran utilidad.
2. 4 Técnicas y herramientas para el
mejoramiento continuo Con el control de calidad surgen
técnicas y actividades de carácter operacional
utilizadas para satisfacer los requisitos relativos a la calidad.
Se orienta a mantener bajo control los procesos y eliminar las
causas que generan comportamientos insatisfactorios en etapas
importantes del ciclo de calidad, para conseguir mejores
resultados económicos.
Desde la etapa de control han surgido una serie de
herramientas que sirven para el análisis de datos,
análisis que es básico, para llevar a cabo el
control estadístico del proceso; razón por el cual
reciben el nombre de herramientas estadísticas, o los "7
útiles" para solucionar problemas, las que se describen a
continuación:
2.4.1 Diagrama de Pareto El diagrama de Pareto se
utiliza para visualizar rápidamente qué factores de
un problema, que causas o qué valores en una
situación determinada son los más importantes y,
por ello, cuáles de ellos hay que atender en forma
prioritaria, a fin de solucionar el problema o mejorar la
situación.
2.4.2 Diagrama de causa-efecto El diagrama de
causa-efecto tiene como propósito expresar en forma
gráfica el conjunto de factores causales que intervienen
en una determinada característica de calidad. Lo propuso
el Dr. Ishikawa al percatarse que no era posible predecir el
resultado o efecto de un proceso sin entender las interrelaciones
causales de los factores que influyen en el.
Al identificar todas las variables o causas que
intervienen en el proceso y la interacción de dichas
causas, es posible comprender el efecto que resulta de
algún cambio que se opere en cualquiera de las causas. Las
relaciones se expresan mediante un gráfico integrado por
dos secciones.
Un diagrama de causa-efecto es educativo, sirve para que
la gente conozca en profundidad el proceso con que trabaja,
visualizando con claridad las relaciones entre los efectos y sus
causas. Sirve también para guiar las discusiones, al
exponer con claridad los orígenes de un problema de
calidad. Y permite encontrar más rápidamente las
causas asignables cuando el proceso se aparta de su
funcionamiento habitual.
2.4.3 Histograma El histograma ordena las
muestras, tomadas de un conjunto, en tal forma que se vea de
inmediato con qué frecuencia ocurren determinadas
características que son objeto de observación. En
el control estadístico de la calidad, el histograma se
emplea para visualizar el comportamiento del proceso con respecto
a ciertos límites.
En cualquier estudio estadístico es muy frecuente
sacar muestras aleatorias de una población para ver en
qué grado la población cumple con alguna
característica. Para ello se ordenan las muestras y se
agrupan bajo el criterio de que encajen dentro de determinados
intervalos.
2.4.4 Estratificación La
estratificación es la herramienta estadística que
clasifica los datos en grupos con características
semejantes. A cada grupo se le denomina estrato. La
clasificación se hace con el fin de identificar el grado
de influencia de determinados factores o variables en el
resultado de un proceso, siendo la situación que en
concreto va a ser analizada la que determina que estratos
utilizar. La forma más común de presentar la
estratificación es el histograma.
2.4.5 Hojas de verificación
Las hojas de verificación son muy frecuentes en
el control estadístico de calidad, ya que es necesario
comprobar constantemente si se han recolectado los datos
solicitados o si se han realizado determinados trabajos. Se usan
para verificar:
La distribución del proceso de
producción
Los defectos
Las causas de los defectos
La localización de los defectos
Confirmar si se han hecho las verificaciones
programadas.
2.5 Productividad La productividad es la base de
la capacidad competitiva en la industria mundial, es la variable
determinante para garantizar el éxito de las empresas en
sus industrias y segmentos de mercado, especialmente cuando
operan en mercados abiertos a la competencia
internacional.
En este sentido, Mercado, Díaz y Flores (1998),
plantean:
La productividad, definida de una manera global, es la
relación entre los productos o servicios generados por un
sistema, sea éste una empresa, consorcio o nación,
y los recursos utilizados para hacerlo; esto es, la productividad
no es una medida austera del volumen de producción, sino
de la forma en que se combinan para conseguir los resultados
planteados (p.15).
En este orden de ideas, la productividad implica la
interacción entre distintos factores, estos factores
incluyen la calidad y disponibilidad de los insumos, la escala de
operación y utilización de la capacidad instalada,
la participación de la mano de obra y la capacidad de los
administradores para combinar eficientemente todos los factores
productivos mencionados.
CAPÍTULO III
Diseño
metodológico
En el presente capítulo se expondrán los
aspectos referidos al diseño metodológico que se
utilizó para el desarrollo del estudio que se plantea en
el presente Trabajo de Grado; por tanto se indica el tipo de
investigación que se desarrolló, la
caracterización de la muestra, los instrumentos que se
utilizaron y finalmente, se especifica el procedimiento seguido
para el desarrollo del Trabajo.
1 TIPO DE ESTUDIO El presente estudio
planteó como finalidad el desarrollo de un Proyecto de
Mejora Continua e incremento de la productividad para la empresa
CVG BAUXILUM, haciendo uso de la metodología de los siete
pasos del mejoramiento continuo, se realizó tipo de
investigación descriptiva-explicativa y de campo (in situ)
en su primera fase, y en su segunda fase del tipo
aplicada.
En virtud de lo anterior, el nivel de la
investigación, con la cual se abordó este estudio,
es de tipo descriptiva, porque está orientada a la
búsqueda de lo que se desea conocer; según Arias
(2006) "la investigación descriptiva consiste en la
caracterización de un hecho, fenómeno, individuo o
grupo, con el fin de establecer su estructura o
comportamiento".
También "consiste en describir y analizar
sistemáticamente características homogéneas
de los fenómenos estudiados sobre la realidad".
(Bavaresco, 2006, p. 26). Por lo tanto, se analizaron cada una de
las etapas del proceso haciendo una caracterización de la
actual situación de dicha empresa.
Igualmente es de tipo explicativa, ya que pretende la
búsqueda o descubrimiento de las causales o razones de los
problemas planteados. En este sentido, Sabino (2007) plantea que
este tipo de investigación:
Son aquellos trabajos donde nuestra preocupación
se centra en determinar los orígenes o las causas de un
determinado conjunto de fenómenos. Su objetivo, por lo
tanto, es conocer por qué suceden ciertos hechos,
analizando las relaciones causales existentes o, al menos, las
condiciones en que ellos se producen (p. 44).
Considerando un estudio de tipo descriptivo y
explicativo, se define el proceso de búsqueda de
información, es decir, el diseño de
investigación, que según Sabino (2007), es una,
"estrategia general de trabajo que el investigador determina una
vez que ya ha alcanzado suficiente claridad respecto a su
problema y que orienta y esclarece las etapas que habrán
de acometerse posteriormente". Esta debe ajustarse al tipo de
investigación que ha sido definido, en consonancia con los
objetivos generales y específicos de la misma.
En el mismo orden de ideas, el diseño de la
investigación ajustado a este tipo de estudio, es de campo
(in situ), la cual según a Arias (2006) "consiste en la
recolección de datos directamente de los sujetos
investigados, o de la realidad donde ocurren los hechos (datos
primarios) sin manipular o controlar variable alguna, es decir,
el investigador obtiene la información pero no altera las
condiciones existentes" (p.31).
La investigación se realizó donde se
presenta el problema, en este caso, en la empresa CVG BAUXILUM y
se contó con la participación de veinte
trabajadores, conocedores de los procesos operativos y
administrativos.
El diseño de campo se caracteriza por ser una
investigación no experimental, Rojas (1997) explica que
este tipo de estudio "supone la comprobación
empírica de un conjunto de preguntas de
investigación, las cuales se desprenden de los objetivos
de la investigación", las cuales se definen, dando
respuesta a cada uno los objetivos específicos
planteados.
Cabe resaltar, que también se emplearon datos
secundarios, .se emplearon, el plan estratégico 2014-2019,
el informe de gestión 2013 y el sistema de documentos
internos. Es importante, destacar a Arias (2006), quien
señala lo siguiente:
… en una investigación de campo
también se emplean datos secundarios, sobre todo los
provenientes de fuentes bibliográficas, a partir de los
cuales se elabora el marco teórico. No obstante, son los
datos primarios obtenidos a través del diseño de
campo, los esenciales para el logro de los objetivos y la
solución del problema planteado (p. 31).
Y según el propósito de la
investigación, es una investigación aplicada. Al
respecto, Rojas (1997) plantea que la investigación
aplicada tiene como objetivo mejorar un proceso o producto,
diseñar estrategias, instrumentos, herramientas totalmente
prácticas y directamente relacionadas con una
situación real en el ambiente de trabajo. Los resultados
de la investigación han de evaluarse en términos de
aplicabilidad local, no en términos de validez
universal.
De acuerdo con lo establecido por este autor, se
desarrolló este estudio bajo la búsqueda directa e
inmediata de solución de problemas como a la mejora de los
procesos existentes.
2 MUESTRA La muestra es definida por Sabino
(2001), como la "parte del todo que llamamos universo y que sirve
para representarlo." Tiene diferentes definiciones según
el tipo de estudio que se esté realizando. Para los
estudios cuantitativos, no es más que un subgrupo de la
población del cual se recolectan los datos y debe ser
representativo de dicha población. Para las
investigaciones cualitativas, son la "unidad de análisis o
conjunto de personas, contextos, eventos o sucesos sobre el (la)
cual se recolectan los datos sin que necesariamente sean
representativo (a) del universo.
Para alcanzar los objetivos planteados en esta
investigación, la unidad de análisis fue el
conjunto de los procesos productivos y administrativos de la
planta de alúmina de CVG BAUXILUM. Además se
contó con la participación de 20 trabajadores, con
los cuales se realizaron dinámicas de grupos, para lo cual
se emplearon los instrumentos que se señalan a
continuación.
3 INSTRUMENTOS Una vez definido el tipo de
estudio, el diseño de la investigación apropiado y
la muestra asociada con el problema en estudio, la próxima
etapa fue la recolección de datos pertinentes. En tal
sentido, Hernández y Otros (1994) plantearon que en esta
etapa se llevaran a cabo las siguientes actividades de
investigación directamente relacionadas entre
sí:
a) seleccionar o desarrollar un instrumento de
medición. Este instrumento debe ser validado y confiable.
b) aplicar ese instrumento de medición (medir las
variables) c) preparar las mediciones obtenidas
(codificación de los datos) para que puedan analizarse
correctamente (16).
De acuerdo a lo planteado por los autores citados
anteriormente, para desarrollar la etapa referida a la
recolección, codificación y análisis de los
datos e información que se requieren en el presente
estudio, se utilizaron los siguientes instrumentos:
3.1 La observación participante Siendo la
observación participante, una de las técnicas
más importante para la investigaciones de campo, ya que se
observará de manera directa toda la ejecución del
desarrollo del proyecto de mejora. Arias (2006) define la
observación como técnica, ya que "consiste en
visualizar o captar mediante la vista, en forma
sistemática, cualquier hecho, fenómeno o
situación que se produzcan en la naturaleza o en la
sociedad, en función de unos objetivos de
investigación preestablecidos".
Se aplicó la observación participante, de
acuerdo a lo citado por el siguiente autor, "el investigador debe
primeramente integrarse al grupo, comunidad o institución
en estudio para, una vez allí, ir realizando una doble
tarea: desempeñar algunos roles dentro del grupo, como uno
más de sus miembros, a la par que ir recogiendo los datos
que necesita para la investigación" Sabino (2007), al
igual que Arias (2006) expresa lo siguiente: "en este caso el
investigador pasa a formar parte de la comunidad o medio donde se
desarrolla el estudio", y clasifica esta técnica en:
observación libre o no estructurada y observación
estructurada.
3.2 Tormenta de Ideas Es un método que
permite producir ideas en grupos progresivamente superiores y
más completas o amplias, sobre los problemas de un
área, las causas de los mismos y soluciones.
3.3 Técnica de grupo nominal Es una
técnica útil para situaciones en que las opiniones
individuales deben ser combinadas para llegar a decisiones, las
cuales no pueden o no convienen que sean tomadas por una sola
persona, y permitiendo la identificación y
jerarquización de problemas, causas o soluciones a
través del consenso en grupo o equipo de
trabajo.
3.4. Diagrama causa – efecto También
llamado espina de pescado, permite analizar de una manera
integral, las diferentes causas que explican un problema
determinado, facilitando el proceso de búsqueda de causas
al sugerir ramas y agrupaciones de las mismas. Se elaboraron 2
diagramas de causa – efecto de las áreas de lado rojo y
lado blanco, para determinar potenciales acciones de
mejora..
3.5. Registro de la base de datos de la empresa
Los diferentes registros de la base de datos de la empresa,
utilizados para complementar la información requerida en
la guía de observación implementada en este trabajo
de investigación.
Es importante destacar, que se utilizaron principalmente
el sistema de documentos internos, donde se puede visualizar el
plan estratégico, la gestión interna y los procesos
integrantes del modelo de caracterización de la empresa.
Así mismo, diferentes informes internos de
procesos.
3.11. Bibliografía, internet y otras
fuentes Para el desarrollo de este estudio, fué
necesario hacer uso o recurrir a los datos secundarios que "son
registros escritos que proceden también de un contacto con
la práctica, pero que ya han sido recogidos y muchas veces
procesados por otros investigadores" Sabino (2007). En
función a esto, la obtención de la
información se realizó a través de la
revisión de la bibliográfica y la literatura
disponible sobre el tema en cuestión, como lo son libros,
tesis, normas, procedimientos, publicaciones técnicas e
Internet, estableciendo los fundamentos
teóricos-prácticos del marco referencial y apoyo a
este trabajo de investigación.
4 PROCEDIMIENTO El procedimiento que se
llevó a cabo para formular el Proyecto de Mejora, se
fundamentó en la metodología de los siete pasos
para el mejoramiento continuo. Se realizaron los pasos hasta el
N° 5, ya que los pasos 6 y 7, contemplan la
implantación del plan y el control y seguimiento al plan,
y los dos últimos, no se contemplan en el objetivo del
presente trabajo .
El procedimiento seguido fue el siguiente:
1er. Paso: Selección de los Problemas u
Oportunidades de Mejoras.
En este paso el objetivo fue la identificación y
escogencia de los problemas de productividad.
Tomando como base el mapa de procesos generales de CVG
BAUXILUM, se realizó la identificación de los
principales procesos productivos o medulares de la empresa, en
dicho diagrama, A partir de esta información, se
procedió a la identificación y selección de
los principales problemas de productividad en la planta de
alúmina. En primer término se identificaron las
áreas de oportunidad, a través de una tormenta de
ideas, procediendo luego con la técnica del grupo nominal
y la aplicación de una matriz de criterios para la
selección de la lista de oportunidades de mejora, donde se
contó con la participación de un grupo de 20
trabajadores de la empresa conocedores de la situación
operativa de la organización.
2do. Paso: Cuantificación y subdivisión
del problema u oportunidad de mejora seleccionada. En este
paso el objetivo, fue la precisión del problema
seleccionado de productividad de la planta, el mismo se
subdividió en dos (2) áreas, Lado Rojo y Lado
Blanco, y a su vez para la comprensión y establecimiento
de la relación causa efecto, cada área se
subdividió en cuatro (4) áreas de oportunidad. Lado
Rojo, se subdividió en las áreas 31, 32, 33 y 35;
mientras Lado Blanco en 41, 42, 55 y 58.
En cada área, se identificaron los indicadores de
productividad y sus metas asociadas a mejora,
verificándose que estos indicadores y áreas,
explican el problema seleccionado y están asociados en una
relación causa efecto, susceptible de asociarse
cuantitativamente.
3er. Paso: Análisis de causas raíces
específicas. Este paso consistió, en la
identificación y verificación de las causas
raíces específicas del problema para las dos
áreas identificadas (Lado Rojo y Lado Blanco), se
procedió con la ayuda de la tormenta de ideas a enumerar
una lista o conjunto de causas posibles; y luego a su
agrupación de acuerdo a su afinidad e impacto y
posteriormente a la cuantificación de la Jerarquía
de las causas mas relevantes, sobre el impacto en el cumplimiento
de las metas del área definida (Lado Rojo y Lado Blanco).
Finalmente se determinó con el grupo de trabajo, que las
dos causas principales, Lado Blanco y Lado Rojo, impactan cada
una en 50% sobre la productividad de la planta de
alúmina.
4to Paso: Establecimiento del nivel de
desempeño exigido (metas de mejoramiento). En este
nivel se hizo el estableciendo del nivel de desempeño
exigido a la planta tomando como base las áreas de Lado
Rojo y Lado Blanco, se fijaron las metas a alcanzar para lograr
el incremento de la productividad, mediante la estimación
del impacto de la eliminación de las causas raíces
para cada las áreas de Lado Blanco y Lado Rojo,
respectivamente.
5to. Paso: Diseño de
soluciones.
El objetivo de este paso fue identificar y programar las
soluciones. En este sentido, con el equipo de trabajo se
procedió a la identificación y selección de
conjunto de soluciones, para cada causa raíz de Lado
Blanco y Lado Rojo.
Seguidamente, se realiz6 Ia planificaci6n detallada de
las actividades que permitiran alcanzar las soluciones propuestas
en un horizonte temporal de dace (12) meses.
CAPÍTULO IV
Situación
actual
1 IDENTIFICACIÓN Y SELECCIÓN DE LOS
PROBLEMAS DE CALIDAD Y PRODUCTIVIDAD EN LA PLANTA DE
ALÚMINA CVG BAUXILUM. Para la identificación y
selección de las situaciones problemáticas que en
la actualidad afectan la calidad y la productividad en CVG
BAUXILUM, es necesario en primera instancia, identificar los
elementos que se interrelacionan en el desarrollo de la
gestión, en función de describir las oportunidades
de mejora. El mapa de procesos, se muestra en la figura
4:

Figura 4. Mapa de Procesos General de CVG
BAUXILUM. Fuente: Sistema de Documentos Internos de la
Empresa. (2014) Al analizar el mapa de procesos, se identificaron
los principales procesos de la empresa son: Planificación,
Extracción y Acarreo de mineral, Preparación y
Almacenamiento de Mineral, Transporte Ferroviario, Almacenamiento
y Carga de Gabarras, Transporte Fluvial, Descarga, Almacenamiento
y Alimentación a Planta, Lado Rojo, Lado Blanco,
Almacenamiento y Despacho de Alúmina; los cuales
permitirán cuantificar y subdividir el problema que
resulte de la participación activa del grupo de
trabajo.
Es importante destacar que en cada uno de éstos
se ha evidenciado situaciones problemáticas, las cuales
pueden ser objeto, para la elaboración de proyectos de
mejora. Así se alcanzaría la mejora continua y al
incremento de la productividad. A efectos de evidenciar la
existencia de problemáticas en el desarrollo de los
procesos, es necesario, presentar los resultados de efectividad
para cada uno de ellos, datos obtenidos del informe de
gestión del año 2013.
Tabla 1. Porcentaje de Cumplimiento de la
Planificación de los Procesos.

Fuente: Informe de Gestión, Año
2013.
Como se puede observar en la tabla 1, en los procesos
desarrollados por CVG BAUXILUM en el año 2013, existe
incumplimiento de las metas programadas en el plan operacional de
dicho año, la variación de incumplimiento se ubica
entre 6% y 20%, reflejando oportunidades de mejora en dichos
procesos, estas variaciones serán objeto de
identificación y análisis
posteriormente.
Con base a la identificación y descripción
de los procesos de la unidad objeto de investigación y a
la manifestación de cierto grado de incumplimiento con las
metas establecidas previamente, se procedió a aplicar la
técnica de tormenta de ideas, a fin de identificar las
potenciales oportunidades de mejoras. Es importante destacar
que:
Se evaluaron cada una de las ideas diferenciando
oportunidades de mejoras de causas y soluciones.
Se consideraron sólo oportunidades de
mejoras.
En función a la premisa establecida, el listado
de áreas de oportunidad se presenta a
continuación:
1. Incrementar la oportunidad en la entrega de los
informes de gestión.
2. Mejorar la documentación de los
procesos.
3. Incrementar los estudios de Ingeniería en
Planta.
4. Optimizar la Planificación y Extracción
5. Mejorar las gestiones de Transporte, Descarga y
Almacenamiento.
6. Mejorar e incrementar la productividad de la Planta
de Alúmina.
Con este listado de oportunidades de mejora, se
procedió a aplicar la técnica del grupo nominal,
para ello:
Cada participante del equipo asigna un peso en orden de
importancia a cada una de las oportunidades de mejoras
listadas.
Se realiza un Diagrama de Pareto para preseleccionar
oportunidades de mejora.
Se preselecciona las oportunidades de
mejoras.
Para la asignación del peso se tomó en
consideración la siguiente ponderación:
Tabla2. Escala de Valoración según
su importancia

De acuerdo a la ponderación, los integrantes del
grupo (20 trabajadores) procedieron a asignar valores de acuerdo
a la importancia que a su criterio obedece la oportunidad de
mejora, en donde se obtuvieron los siguientes resultados,
mostrados en la tabla 3.
Tabla 3. Tecnica del Grupo Nominal

Con los datos reflejados en la tabla anterior, producto
de la aplicación de la técnica de grupo nominal, se
procedió a elaborar un diagrama de pareto, tal cual se
presenta a continuación:

Figura 5. Diagrama de Pareto de las Oportunidades
de Mejora. Fuente: Técnica de Grupo Nominal (2014)
Del Diagrama de Pareto, se evidenciaron las Oportunidades de
Mejora de mayor importancia en CVG BAUXILUM, en este sentido, la
oportunidad de mejora de mayor peso, de acuerdo al criterio del
grupo de trabajo esta relacionada con:
Mejorar e incrementar la productividad de la Operadora
de Alúmina (Planta de Alúmina); esta oportunidad de
mejora está relacionada con los procesos productivos del
Lado Rojo y Lado Blanco de la planta de
alúmina.
Con la identificación de la oportunidad de mejora
más importante, se procedió a elaborar una matriz
de selección, para ello se tomó en
consideración los criterios mostrados en la tabla
4.
Tabla 4. Criterios Seleccionados para la
Matriz

Adicionalmente, se acordó la escala de
preselección, la misma se presenta a continuación
en la tabla 5.
Tabla 5. Escala de Gradación para
Preselección de la Oportunidad de Mejora

Con base a lo antes acordado, se procedió a la
elaboración de la matriz de selección, derivada
igualmente de las opiniones del grupo de trabajo. Es de destacar,
que el valor que aparece en las celdas, es el promedio de
puntuación asignado por las 20 personas integrantes del
grupo. Los resultados de la matriz de selección de
oportunidades de mejora se muestran en la tabla 6.
Tabla 6. Matriz de Selección de la
Oportunidad de Mejora

De acuerdo a los resultados arrojados por la matriz y
presentados en la tabla 6, la oportunidad de mejora con mayor
puntuación resultó ser: "Mejorar e incrementar la
productividad de la Operadora de Alúmina", dado que obtuvo
la puntuación global de 5, que la califica con el
máximo valor. Luego de aplicar la matriz de
selección el equipo verificó la oportunidad de
mejora con una lista de preguntas.
Tabla 7. Preguntas sobre el Problema

Finalizada la etapa anterior, se procedió a la
cuantificación y subdivisión del problema u
oportunidad de mejora.
Cuantificación y subdivisión del
problema u oportunidad de mejora. Antes de proceder a la
cuantificar y subdividir la oportunidad de mejora, es conveniente
explicar de qué se trata los procesos Lado Rojo y Lado
Blanco los cuales están relacionados directamente con
"Mejorar la productividad de la Planta de Alúmina." Para
ello se elaboró un flujograma del proceso productivo de la
planta de alúmina (proceso Bayer), que se presenta a
continuación en la figura 6 y que engloba los aspectos
más importantes:
Figura 6. Proceso de Bayer. Fuente: El
autor (2014)
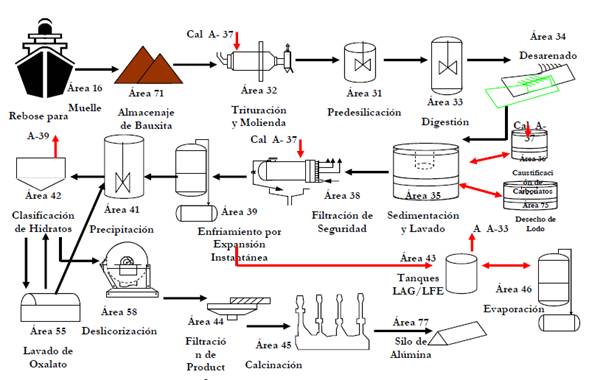
Este proceso se desarrolla en función de producir
la alúmina metalúrgica, materia prima para
obtención del aluminio primario. La alúmina esta
compuesta por óxido de aluminio, que se obtiene de la
bauxita en proporción de 2 a 1 en peso. La Planta de
Alúmina de CVG BAUXILUM, es la única planta en
Venezuela en su tipo, es un proceso químico de
operación continua y su proceso principal es el Proceso
Bayer.
En el Lado Rojo se encuentran las áreas que
procesan material, que debido a su alto contenido férrico,
presentan una coloración rojiza característica. En
esta sección, se realizan un conjunto de procesos
químicos para separar el lodo y las impurezas presentes en
la bauxita.
En el Lado Blanco, se tienen las áreas que
manejan suspensiones ricas en aluminato y abarca los procesos
finales donde se obtiene la alúmina, la cual presenta un
color blanco puro. Esta sección esta conformada por varias
plantas entre ellas se encuentra, la planta de control de
oxalatos para la eliminación de impurezas y que contribuye
a la mejor productividad y calidad del producto Seguidamente, se
procedió a subdividir el problema existente y relacionado
con el incumplimiento de las metas en los procesos Lado Rojo y
Lado Blanco, luego de una tormenta de ideas quedaron definidas
las siguientes subdivisiones (áreas), consideradas
más críticas:
Lado Rojo: Áreas que lo conforman: El
Área 32, es la entrada al sistema, es el área donde
se produce el proceso de trituración y molienda de
bauxita, y consiste en la mezcla de la bauxita, previamente
triturada, cal y soda cáustica con el propósito de
reducir el tamaño de las partículas (menor a 700
micrones) para garantizar la disolución total de la
alúmina durante la digestión. A continuación
se muestran los incumplimientos más críticos en la
figura 7.

En el Área 31, se realiza el proceso de
predesilicación, que tiene como finalidad otorgar el
tiempo de residencia necesario para generar suficiente cantidad
de semilla en la suspensión de bauxita y lograr la
precipitación de sílice en el licor. A
continuación se muestran en la figura, los incumplimientos
más críticos:

En el Área 33, se realiza el proceso de
digestión, y se produce al mezclar la bauxita molida
predesilicada con licor a 140 ºc, para disolver con soda
cáustica la alúmina trihidratada. A
continuación se muestran los incumplimientos más
críticos en la figura 9.

En el Área 35, se realiza la sedimentación
y lavado, consiste en una operación de lavado de contra
corriente con la finalidad de lograr la separación de la
mayor parte de los desechos indisolubles (lodos rojos), producto
de la disolución de la alúmina en el licor
cáustico y la recuperación de la mayor cantidad de
soda cáustica asociada a estos desechos. A
continuación se muestran en la figura 10, los
incumplimientos más críticos.

Lado Blanco: Áreas que lo conforman: El
Área 41, es el área de precipitación,
implica el paso del licor madre por una serie de precipitadores
donde se mezclan dos tipos de semilla de hidratos

En el Área 42, se realiza la clasificación
de hidrato, este proceso persigue la separación de
sólidos de alúmina trihidratada del licor en tres
fracciones: semilla gruesa (producto), semilla intermedia (se
envía al área 58) y semilla fina (se envía
al área 55). A continuación se muestran
incumplimientos mas significativos:

En el Área 55, se produce el Lavado de Oxalato,
consiste en deslicorizar y lavar las semillas fina y gruesa
provenientes del área 42, para remover Oxalato y otras
impurezas orgánicas que precipitadas en la superficie
impidenuna buena aglomeración y crecimiento de las
partículas en la precipitación. Esto se realiza con
la deslicorización de la semilla en los filtros
deslicorizadores, donde la mezcla resultante es lavada con agua a
30 ºC. El propósito es remover Oxalato y otras
impurezas orgánicas que, impiden una buena
aglomeración y crecimiento de las partículas de
alúmina. A continuación se muestran los
incumplimientos en la figura 13.

En el Área 58, se lleva a cabo la
Filtración de Semilla Gruesa, la finalidad del área
de filtración de semilla gruesa es deslicorizar toda la
semilla gruesa proveniente de los tanques primarios del
área de clasificación y resuspenderla
posteriormente con suspensión de aglomeración para
enviarla al primer precipitador en línea de la etapa de
crecimiento en precipitación, es decir la
filtración de la semilla gruesa se realiza con el fin de
reducir al máximo el reciclaje de licor agotado, con poca
capacidad de precipitar el hidrato. Capacidad: 1.350
toneladas/hora de semilla gruesa. A continuación se
muestran los incumplimientos más críticos, en la
figura 14.

Para cuantificar el impacto de cada subdivisión y
darle su respectiva prioridad, se usó la Técnica de
Grupo Nominal, con el fin de realizar su jerarquización en
forma cualitativa, ya que no se cuenta con los datos necesarios o
medios ágiles para la obtención de los mismos. La
técnica se aplicó a las causas de las áreas
críticas del Lado Rojo y Lado Blanco.
2 CAUSAS RAÍCES MÁS RELEVANTES DE LOS
PROBLEMAS SELECCIONADOS DE CALIDAD Y PRODUCTIVIDAD DE LA PLANTA
DE ALÚMINA CVG BAUXILUM Para el desarrollo de este
paso, se realizaron las siguientes actividades:
Para cada subdivisión (Área), se listaron
las causas de su ocurrencia, aplicando la tormenta de
ideas.
Se agruparon las causas listadas según su
afinidad (diagrama causa- efecto).
Se cuantificaron las causas para verificar su impacto y
relación con el problema y jerarquizar y seleccionar las
causas raíces más relevantes.
A continuación se presentan los diagramas causa
efecto de los incumplimientos de Lado Rojo y Lado Blanco, en las
figuras 15 y 16, respectivamente. En este punto de desarrollo del
proyecto, se realizó una tormenta de ideas, donde se
estableció el porcentaje de importancia que posee cada
causa específica, de acuerdo al criterio del grupo de
trabajo y a la necesidad que manifestaron para iniciar la
ejecución del proyecto de mejora a la mayor
brevedad.

Figura 15. Diagrama causa efecto de la causa
raíz relacionada al Incumplimiento de las metas Lado Rojo.
Fuente: El autor (2014)

Figura 16. Diagrama causa efecto de la causa
raíz relacionada al Incumplimiento de las metas Lado
Blanco. Fuente: El autor (2014) Del análisis de las
causas raíces específicas se pudieron determinar
las subcausas que inciden en la misma. De acuerdo a las opiniones
del grupo de trabajo el cumplimiento de las metas de Lado Rojo y
Lado Blanco mejoraría, en un 50%, sí se logran
eliminar las causas raíces.

Figura 17. Percepción del grupo de
trabajadores en cuanto a la importancia de las causas
raíces en la oportunidad de mejora. Fuente: El
autor (2014) Como se observa en la figura 17, de acuerdo a las
opiniones del grupo, los dos aspectos inciden en "Mejorar e
incrementar la productividad de la Planta de Alúmina" y
ambos reciben una ponderación de 50%, por lo tanto tienen
igual impacto.
De este análisis, se desprende la solución
para la situación problemática, que radica en la
Mejora e incremento de la productividad de la Planta de
Alúmina, mediante el cumplimiento de las metas de Lado
Rojo y Lado Blanco, las cuales requieren de Mejoras y propuestas
que permitan sus soluciones. En el próximo capítulo
se desarrollan los pasos relativos a la propuesta.
CAPÍTULO V
La
propuesta
En el presente capítulo, se desarrollan los pasos
del Proyecto de Mejora necesarios para elaborar la propuesta que
permita la mejora e incremento de la productividad de la Planta
de Alúmina de CVG BAUXILUM.
1 ESTABLECIMIENTO DE LAS METAS A ALCANZAR Para
iniciar este paso, se procede a calcular el potencial de mejoras
(PM) en función a las causas raíces a eliminar,
para ello se utiliza la siguiente fórmula: PM =
Peso (subdivisión) x Peso (causa primaria) x Peso
(causa raíz) 1.1 Metas de Lado
Rojo, para la realización del cálculo, es
necesario identificar los datos en la tabla 8.
Tabla 8. Datos para el Cálculo del
Potencial de Mejoras

Seguidamente, se procede a calcular la mejora de la
Subdivisión, tomando en consideración lo
siguiente:
Mejora de la Subdivisión, esta en
función del potencial de mejora MI = Peso
de la subdivisión x PM MI = 0,50 x 0,28 MI =
0,14 MI = 14% Se establece la meta, la cual se genera con
la suma de la situación actual de la Subdivisión y
su mejora.
Meta Esperada ME = (Porcentaje de
cumplimiento Subdivisión) + MI ME = 50% + 14% ME
= 64%
Nivel de desempeño exigido: 64 % Por lo
tanto, el cumplimiento de las Metas Lado Rojo, de acuerdo al
análisis de las causas raíces va orientada
a:
Meta: Mejorar e incrementar la productividad de
la Planta de Alúmina de CVG BAUXILUM, adicionando el
cumplimiento de las Metas Lado Rojo en un 64 % en forma gradual
hasta lograr un 100% a futuro.
1.1 Metas de Lado Blanco, para la
realización del cálculo, es necesario identificar
los datos en la tabla 9.
Tabla 9. Datos para el Cálculo del
Potencial de Mejoras

Seguidamente, se procede a calcular la mejora de la
Subdivisión, tomando en consideración lo
siguiente:
Mejora de la Subdivisión MI
= Peso de la subdivisión x PM MI = 0,50 x 0,45
MI = 0,225 MI = 22,5% Se establece la meta, la cual
se genera con la suma de la situación actual de la
Subdivisión y su mejora.
Meta Esperada ME = I (Porcentaje
de cumplimiento Subdivisión) + MI ME = 50% + 22,5%
ME = 72,5% Nivel de desempeño
exigido: 72,5 % Por lo tanto, el cumplimiento de las
Metas Lado Rojo, de acuerdo al análisis de las causas
raíces va orientada a:
Meta: Mejorar e incrementar la productividad de
la Planta de Alúmina de CVG BAUXILUM, adicionando el
cumplimiento de las Metas Lado Blanco en un 72,5 % en forma
gradual hasta lograr un 100% a futuro.
2 SELECCIÓN DE ALTERNATIVAS DE SOLUCIÓN
(ACCIONES DE MEJORAS). Con el apoyo del equipo de trabajo, se
diseñaron y seleccionaron las soluciones más
apropiadas para eliminar las causas raíces en Lado Rojo y
Lado Blanco:
2.1 Soluciones Lado Rojo, a continuación en la
tabla 10, se presentan las soluciones a las causas raíces,
de las áreas 31, 32, 33 y 35, de Lado Rojo:
Tabla 10. Soluciones para Lado Rojo



Luego de seleccionar las soluciones para cada causa
raíz, que permitirán mejorar en el Lado Rojo, e
impactar directamente en la planta de alúmina, se
realizará el plan para la implantación.
2.1 Soluciones Lado Blanco, a continuación en la
tabla 11, se presentan las soluciones a las causas raíces
de las áreas 41, 42, 55, y 58, que afectan esta
área de trabajo.
Tabla 11. Soluciones para Lado Blanco

Luego de seleccionar las soluciones para cada causa
raíz, que permitirán mejorar en el Lado Blanco, e
impactar directamente en la planta de alúmina, se
realizará el plan para la implantación.
3 PLAN PARA IMPLANTAR LAS ACCIONES DE MEJORAS DE
PRODUCTIVIDAD EN LA PLANTA DE ALÚMINA DE CVG BAUXILUM
Para implantar las acciones de mejoras en la planta de
alúmina CVG BAUXILUM, era necesario que en primera
instancia se detectaran las causas raíces de los problemas
en Lado Rojo y Blanco y se plantearan las soluciones para
corregir esta situación. Una vez descritas, se
realizó el plan de actividades, que se visualiza en las
tablas 12 y 13 respectivamente:
Tabla 12. Cronograma de Ejecución de
Soluciones – Lado Rojo

Cronograma de Ejecución de Soluciones- Lado
Rojo – Continuación

Tabla 13. Cronograma de Ejecución de
Soluciones – Lado Blanco

Para cada solución planteada se especifican las
acciones que deben ejecutarse en el tiempo establecido. Los
planes de acción del Lado Rojo y Lado Blanco se presentan
en las tablas 14 y 15, respectivamente:
Tabla 14 PLAN DE ACCIÓN: LADO
ROJO










Tabla 15. PLAN DE ACCIÓN LADO
BLANCO






Implementación de Soluciones y Acciones de
Garantía
La implementación de soluciones y las acciones de
garantía, no forman parte del alcance del presente
trabajo, queda a discreción de la organización su
puesta en marcha. Sin embargo, una vez implementado el plan de
acciones, los pasos generales a seguir para el éxito de la
gestión en este proceso, son los siguientes:
Revisar el avance del plan en Lado Rojo y Lado
Blanco.
Analizar los niveles alcanzados del plan o las
desviaciones presentadas. Evaluar el impacto de los niveles
alcanzados en las mejoras.
Evaluar el cumplimiento de cada acción especifica
programada. Reprogramar las acciones retrasadas en su
implementación.
Medir el impacto global sobre la producción y la
productividad de la planta de alúmina.
Identificar los factores por los cuales no se cumplieron
las metas y alcanzaron resultados.
El seguimiento constante del plan de mejoras propuesto,
es un requisito indispensable de la administración de CVG
BAUXILUM, para lograr una gestión favorable en el proceso
de aumento de las mejoras planteadas y del aumento de la
productividad que esta propuesta persigue, como objetivo para la
planta de alúmina.
Con relación a las acciones de garantía,
el modelo plantea que una vez implantadas las soluciones
propuestas en el proyecto de mejora continua e incremento de la
productividad para CVG BAUXILUM, se persigue asegurar que los
logros alcanzados se mantengan en el tiempo, se reconozcan y se
difunda la información sobre el proyecto, los resultados
alcanzados, los esfuerzos y recursos involucrados. Así
mismo, incorporar sugerencias para mejora del proyecto, nuevas
áreas y en general hacerlo dinámico y adaptable a
nuevas situaciones y retos.
Conclusiones
Considerando los resultados obtenidos en este trabajo se
concluyen los siguientes aspectos:
Se identificaron y seleccionaron 6 problemas de calidad
y productividad dentro de CVG BAUXILUM, mediante la
utilización de técnicas como la tormenta de ideas,
en donde destacaron como oportunidades de mejoras las siguientes:
Incrementar la oportunidad en la entrega de los informes de
gestión, Mejorar la documentación de los procesos,
Incrementar los estudios de ingeniería en Planta,
Optimizar la Planificación y Extracción, Mejorar
las Gestiones de Transporte, Descarga y Almacenamiento y Mejorar
e Incrementar la Productividad de la Operadora de
Alúmina.
Mediante la utilización de la técnica de
grupo nominal y la matriz de selección, de acuerdo a
criterios establecidos, se determinó como principal
oportunidad de mejora la relacionada a mejorar e incrementar la
productividad de la Operadora de Alúmina la cual presenta
situaciones problemáticas, que afectan los niveles de
productividad de Lado Rojo y Lado Blanco.
Se obtuvieron subdivisiones de la oportunidad de mejora,
mediante la realización de la técnica de grupo
nominal, en donde se determinó como causas raíces
específicas el incumplimiento de metas de Lado Rojo y Lado
Blanco.
Las causas raíces fueron analizadas mediante el
uso de diagramas causa efecto, y con la ponderación
pertinente, se obtuvo como meta: Mejorar e Incrementar la
Productividad de la Planta de Alúmina de CVG BAUXILUM,
partiendo de la cuantificación de las Metas en Lado Rojo a
un nivel del 64 % y en el Lado Blanco a un nivel de 72,5
%.
Se diseñaron las soluciones para cada causa
raíz encontrada, estas soluciones están orientadas
a mejorar e incrementar la productividad de la Planta de
Alúmina de CVG BAUXILUM.
Se elaboraron planes de acciones, tanto para la
ejecución del proyecto en Lado Rojo como en Lado Blanco,
para se ejecutados en un tiempo estimado de doce (12) meses, como
máximo para lograr resultados tangibles, aunque algunas
acciones se finalizaran en seis (06) meses. Se estima disponer de
los recursos necesarios, financiados con la caja de la propia
empresa.
Para las fases de implantación de soluciones y
acciones de garantía, sólo se plantea la ruta
teórica que la metodología contempla, es
responsabilidad de la administración, avanzar con la
propuesta y aplicar los mecanismos que permitan la viabilidad del
plan y el logro de las metas planteadas.
Recomendaciones
Aplicar el contenido de los planes de acciones
elaborados a fin de potenciar la mejora de la productividad de la
Planta de Alúmina de CVG BAUXILUM y mejorar el
cumplimiento de las metas en Lado Rojo y Lado Blanco,
áreas críticas para la planta.
Incorporar personal de apoyo, como ingenieros
entrenantes, estudiantes en calidad de pasantes, tesistas de
pregrado o postgrado que desarrollen los proyectos.
Este personal entre otras cosas, apoyará en la
gestión de seguimiento, con el diseño de mecanismos
para evaluar el cumplimiento global del plan, a través de
la elaboración de indicadores, tablas y gráficos
para transformar los resultados en información relevante
para la toma de decisiones.
Automatizar el sistema de control y seguimiento del plan
propuesto a fin de garantizar información oportuna para la
toma de decisiones.
Generar estrategias dirigidas al personal en materia
comunicacional, para sensibilizarlo y minimizar la resistencia al
cambio que se presentará al momento de la
implantación del proyecto.
Glosario de
términos
Efectividad: se define como la "Capacidad de
lograr el efecto que se desea o se espera" y también como
"Realidad, validez".
Eficiencia: es la "Capacidad de disponer de
alguien o de algo para conseguir un efecto determinado" y
Eficiente es el "Competente, que rinde en su actividad"
Ejecutar: llevar a cabo la realización de las
actividades planificadas o no aplicadas requeridas.
Evaluar: es el análisis de la
gestión de la ejecución de las actividades, planes
y programas de mantenimiento, con el fin de tomar decisiones y
establecer, con el fin de tomar decisiones y establecer medidas
preventivas correctivas necesarias.
Gestión: conjunto de actividades
desarrolladas que tienen un objetivo y tiempo
definido.
Productividad: es el cociente que se obtiene al
dividir la producción por uno de los factores de
producción.
Indicadores e índices de factor parcial o
Total. En el caso de mediciones estáticas
(indicadores) o dinámica (índices), podemos generar
relaciones de productividad que incluyan parcialmente algunos
elementos componentes de una variable, dando cabida a mediciones
de factor parciales de la productividad o al considerar todos los
elementos de una variable estarían en un proceso de
medición de factor total de la productividad.
Estándares "temporales". Bien sea en
procesos de medición estáticos (indicadores) y (o)
dinámicos (índices) estamos generando
estándares para un punto o dos puntos en el tiempo. Estos
valores en un proceso de medición y mejoramiento de la
productividad son temporales ya que cada mejora de los
indicadores de productividad lo convierte en el nuevo
"estándar" a superar en tiempos posteriores.
Gerencia de la productividad. Es un proceso de
medición de la eficiencia y efectividad empresarial en dos
o más tiempos, por medio de indicadores e índices
de productividad. Este proceder permite iniciar la fase gerencial
y de evaluar la forma de como los recursos más
significativos han sido utilizados dentro del proceso de
transformación y los resultados obtenidos.
Bibliografía
Alarcón, L. (2009). Diseño de un Plan de
Acción para el Mejoramiento de la Productividad en el
Proceso de Producción de Alúmina Electrofundida de
C.E. Minerales de Venezuela S.A. Trabajo de Grado de
Maestría. Universidad Nacional Experimental
Politécnica "Antonio José De Sucre". Puerto
Ordaz.
Arias, F. (2006). El proyecto de investigación;
"Introducción a la metodología científica".
5ta. Ed. Caracas: Episteme.
Bavaresco, A. (2006). Proceso metodológico en la
investigación; "Cómo hacer un diseño de
investigación". 5ta. Ed. Maracaibo: Universidad del
Zulia.
Cantú, H. (2006). Desarrollo de una Cultura de
Calidad. 3era. Ed. Caracas: McGraw-Hill
Interamericana.
Chase, R.; Aquilano, N. y Jacobs, F. (2009).
Administración de producción y operaciones;
"Manufactura y servicios". 8va. Ed. Bogotá: McGraw-Hill
Interamericana.
Delgado Nicolás (2010) Propuesta del mejoramiento
de la metodología de manufactura esbelta por medio de
optimización de sistemas de manufactura y
modelación de eventos discretos. Colombia Revista Iteckne
ISSN: 1692-1798 ed: Editorial La Bastilla Gómez, L.
(1992). Mejoramiento continuo de calidad y productividad;
"Técnicas y herramientas". 2da. Ed. Venezuela.
Gutiérrez, H. (2005). Calidad Total y
productividad. 2da. Ed. Caracas: McGraw- Hill.
Mercado, E., Díaz E. y Flores M. (1998).
Productividad base de la competitividad. 1ra. Ed. México:
Editorial Limusa.
Pomares, C. (2007). Proyecto de Mejora para Incrementar
el Porcentaje de Arranques Exitosos de la Unidades Generadoras de
la Central Hidroeléctrica Francisco de Miranda. Trabajo de
Grado de Maestría. Universidad Nacional Experimental
Politécnica "Antonio José De Sucre". Puerto
Ordaz.
Rojas, R. (1997). Orientaciones prácticas para la
elaboración de informes de investigación. 2da. Ed.
Puerto Ordaz: Universidad Nacional Experimental
Politécnica "Antonio José de Sucre".
Sabino, C. (2007). El proceso de investigación.
3era. Caracas: Panapo.
Velásquez, P. (2006). Proyecto de Mejora para
Aumentar la Productividad del Sistema Férreo de CVG
Ferrominera Orinoco, C.A. Trabajo de Grado de Maestría.
Universidad Nacional Experimental Politécnica "Antonio
José De Sucre". Puerto Ordaz.
Ackoff Russell (1993). Un concepto de planeación
de empresas, México: Limusa Noriega Editores.
Francés, Antonio, (2001). Estrategia para la
empresa de América Latina. Ediciones IESA. Caracas.
Venezuela.
Grijalbo (1998). Diccionario del Español Actual.
(1988). Caracas: Editorial Panapo.
HItt e Ireland (1999): Administración
Estratégica: Competitividad, México: Editorial:
International Thomson Editores, S.A.
Koontz, H. (2002). Administración: Un Enfoque
Global, México: McGraw Hill Editores.
Núñez, (2000). "Diseño de un modelo
integral de productividad para la industria siderúrgica",
Trabajo de grado. La Habana: Instituto Politécnico
José Antonio Echeverria.
Sabino, Carlos (1994). Como hacer una tesis. Caracas.
Editorial Panapo Sabino, Carlos (1986). El proceso de
investigación. Caracas. Editorial Panapo Sumanth David,
1990. Ingeniería y administración de la
productividad. Mexico: Mc Graw Hill.
http://www.revistaespacios.com/a85v05n01/in850501.html.
Gerencia de productividad. Ing. José Guzmán (FIM-
Productividad COVEP)
Anexos
Plan
Estratégico 2014 – 2019
Objetivos
Estratégicos de Mediano Plazo

Acta de evaluacion
En mi cankter de tutor del Trabajo de Grado presentado
por el Economista Carlos Alvarez, portador de Ia cedula de
identidad numero: 6.443.548, para optar al grado academico
de: Magister Scientiarum en Ia especialidad de:
lngenieria Industrial. Titulado: DESARROLLO DE UN
PROYECTO DE MEJORA CONTINUA E INCREMENTO DE LA PRODUCTIVIDAD PARA
LA EMPRESA CVG BAUXILUM, considero que dicho trabajo reune
los requerimientos y meritos suficientes para ser sometido a Ia
evaluaci6n por parte del jurado examinador.
En Ia ciudad de Puerto Ordaz a los 16 dfas del mes de
octubre de dos mil catorce.
C.l 6.959.910
Acta de aprobacion
Quienes suscriben, Miembros del Jurado Evaluador
designados por Ia Comisi6n de Estudios de Postgrado de Ia
Direcci6n de lnvestigaci6n y Postgrado de Ia Universidad Nacional
Experimental Politecnica "Antonio Jose de Sucre" Vice-Rectorado
Puerto Ordaz, para examinar el Trabajo de Grado presentado por el
Economista: Carlos Alvarez, portador de Ia cedula de
identidad numero: 6.443.548, Titulado: DESARROLLO DE UN
PROYECTO DE MEJORA CONTINUA E INCREMENTO DE LA PRODUCTIVIDAD PARA
LA EMPRESA CVG BAUXILUM, el cual es presentado para optar al
grado academico de Magister Scientiarium en lngenieria
Industrial, consideramos que dicho trabajo cumple con los
requisitos exigidos para tal efecto y por tanto lo declaramos:
APROBADO En Ia ciudad de Puerto Ordaz a los 07 dfas del
mes de noviembre de dos mil catorce.
lng.Scandra Mora M.Sc
C.l. 12.186.538
lng. Mayra D' Armas Ph. D.
C.I. 6.459.910
lng. Jorge Cristancho M.Sc
C.l 3.007.904
Dedicatoria
A mis padres, Esposa e Hijos.
Esperando que contribuya a la construcción de un
mundo mejor, donde impere el amor, la paz y la
justicia.
Agradecimiento
A Dios por su amor infinito y por darme la
oportunidad de evolucionar en este plano. A mi familia por
su apoyo y paciencia durante mis estudios.
A mi tutora Mayra D´Armas por su
desinteresado apoyo, dedicación y colaboración en
el desarrollo del trabajo.
A los compañeros de estudio que
compartieron sus años de esfuerzo. A la UNEXPO por
brindar la oportunidad para mi superación.
A CVG BAUXILUM, base de mi formación
profesional.
DESARROLLO DE UN PROYECTO DE MEJORA CONTINUA E
INCREMENTO DE LA PRODUCTIVIDAD PARA LA EMPRESA CVG
BAUXILUM
Econ. CARLOS ALVAREZ Trabajo de Grado presentado ante Ia
Direcci6n de investigación y Postgrado del Vicerrectorado
Puerto Ordaz como parte de los requisitos para optar al
Título Académico de Magister Scientiarum en
ingeniería Industrial.
Trabajo de Grado
Universidad Nacional Experimental Politécnica
"Antonio José de Sucre", Vicerrectorado Puerto Ordaz,
Dirección de Postgrado Investigación y Postgrado,
Maestría en Ingeniería Industrial Puerto Ordaz,
Noviembre de 2014
Tutor:
lng. Mayra D'Armas Ph.D
Autor:
Álvarez, Carlos
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |